什么是濕法無紡布?濕法無紡布的用處;濕法無紡布:是將置于水介質中的纖維原料開松成單纖維,同時使不同纖維原料混合,制成纖維懸浮漿,懸浮漿輸送到成網組織,纖維在濕態下成網再加固成布。
濕法紡絲(wet spinning)
化學纖維主要紡絲方法之一,簡稱濕紡。濕紡包含的工序是:(1)制備紡絲原液;(2)將原液從噴絲孔壓出構成細流;(3)原液細流凝結成初生纖維;(4)初生纖維卷裝或直接進行后處理。
將成纖高聚物溶解在恰當的溶劑中,得到必定組成、必定粘度并具有杰出可紡性的溶液,稱紡絲原液。也可由均相溶液聚合直接得到紡絲原液。高聚物在溶解前先發生溶脹,即溶劑先向高聚物內部滲入,使大分子之間的距離不斷增大,然后溶解構成均勻的溶液。整個過程所需時間很長,溶脹過程的速度對溶解速度有重要影響。高聚物溶液在紡絲之前,須經混和、過濾和脫泡等紡前預備工序,以使紡絲原液的性質均勻一致,除掉其中所夾帶的凝膠塊和雜質并脫除液中的氣泡。在粘膠纖維出產中,紡前預備還包含熟成工序,使粘膠具有必要的可紡性。
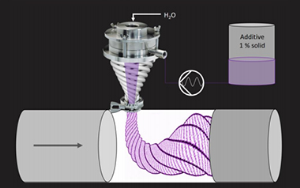
紡絲原液被循環管道送至紡絲機,經過計量泵計量,然后經燭形濾器、連接收而進入噴絲頭(帽)。噴絲頭一般選用黃金與鉑的合金或鉭合金材料制成。在噴絲頭上有規則地分布若干孔眼,孔徑為0.05~0.08毫米。從噴絲孔眼中壓出的原液細流進入凝結浴,原液細流中的溶劑向凝結浴擴散,凝結劑向細流滲透,從而使原液細流到達臨界濃度,在凝結浴中析出而構成纖維。濕紡中的擴散和凝結是物理化學過程,但某些化學纖維在濕紡過程中還同時發生化學變化。例如粘膠纖維,纖維素黃酸納分解成為纖維素再生纖維。
濕法紡絲速度(指卷取初生纖維的榜首導絲盤速度)因為受溶劑和凝結劑雙擴散速度和凝結浴的流體阻力等約束,因而遠比熔紡速度為低。榜首導絲盤的線速度與紡絲原液的擠出速度之比稱為噴絲頭拉伸比。濕紡拉伸比一般為負值、零,或是很小的正值,目的是進步成形過程的穩定性。
紡絲原液是兼具粘性和彈性的彈粘體。原液從噴絲孔壓出時,有孔口脹大效應(巴勒斯效應),使擠出細流的直徑大于噴絲孔孔徑。濕紡過程中,脹大比一般為1~2。
在榜首導絲盤的拉伸力作用下,擠出細流在越過最大直徑后逐漸變細,細化過程一向持續到原液細流徹底固化停止。濕紡中細流直徑的變化不只是拉伸形變的結果,并且還與質量傳遞過程有關。從噴絲頭到固化點的一段紡程為纖維成形區,是纖維結構構成的要害區域。
濕紡初生纖維因為含有很多液體而處于溶脹狀態。大分子具有很大的活動性,并且取向度很低,其形狀結構與紡絲工藝條件關系極為親近。選擇和控制紡絲工藝條件,可制得不同橫截面形狀或特別毛細孔結構和特別性能的纖維。 濕紡有各種不同的成形方式,紡絲機也有各種不同的結構。例如有單浴法或雙浴法,有深浴法或淺浴法,有漏斗成形或管中成形等.
濕法長絲紡絲機的卷繞裝置有離心罐式或筒管式。紡制短纖維時通常選用紡絲后處理聯合機,各紡絲部位成形后的初生纖維被集合成束,連續進行后處理。
濕紡不只需要種類繁復、體積巨大的原液制備和紡前預備設備,并且還要有凝結浴、循環及回收設備,其工藝流程雜亂、廠房修建和設備出資費用大、紡絲速度低,因而本錢較高。制作切段纖維時可選用數萬孔的噴絲頭或集裝噴絲頭來進步出產能力。一般只要不能用熔體紡絲的合成纖維,例如聚丙烯腈纖維和聚乙烯醇纖維,才適于用高聚物溶液濕紡出產切段纖維和長絲束。

上一條: 什么會影響聚酯成型網的使用壽命
下一條: 濕法無紡布的幾大優點